|
Produktdetails:
|
| Energieversorgung: | einphasig AC220V ± 10% 50Hz | Luftversorgung: | 0,5-0,7 MPa (bei einer Luftzufuhr von 0,5 MPa beträgt der erforderliche Durchfluss 300 NL / min) |
|---|---|---|---|
| Arbeitstemperatur: | 0-55℃ | Gebrauchsumwelt: | kein korrosives Gas oder brennbare Umgebung und keine raue Staubumgebung |
| Abmessungen: | 2850 x 2050 x 1800 mm (kundenspezifisch) | Farbe: | Silber (besonders angefertigt) |
| Gewicht: | Ungefähr 3000 kg (≤ 750 kg / m2) | Leistung: | 12kw |
| Lärm: | ≤ 75 dB (ohne Staubsauger) |
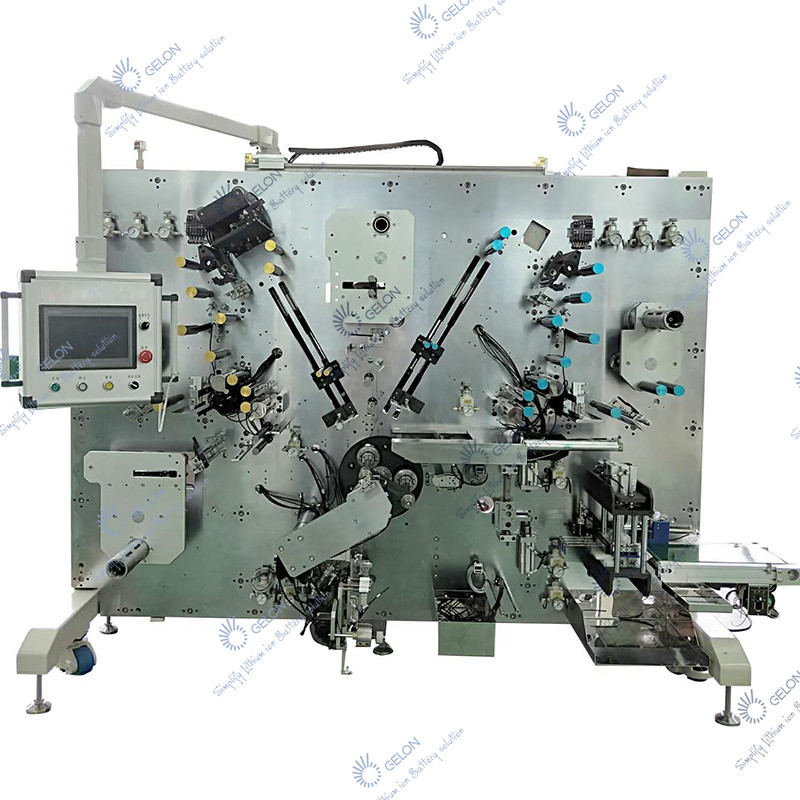
Automatisches Wickelmaschinenprojekt Produktionsausrüstung für die Batteriemontage![]()
ICH.Einführung
Feature:
1. Volle Nockensteuerung wird für das Ziehen und Schieben der Nadel und das Umkehren übernommen.Die Ausrüstung ist stabil, mit hoher Effizienz und geringer Ausfallrate.
2. Die Elektrode übernimmt eine Drei-Wege-Abweichungskorrektursteuerung: Abwickeln, Prozessieren und Vorspulen, um die Produktqualität sicherzustellen.
Die Ausrüstung wickelt die positiven und negativen Elektrodenteile und Diaphragmen von Lithium-Ionen-Batterieelementen um die Batteriezellen, nachdem sie Mechanismen wie Staubentfernung, Spannungskontrolle, Qualitätsprüfung, Längenmessung, Reiseabweichungskorrektur, Eliminierung statischer Elektrizität usw. durchlaufen haben;Nach Abschluss der Produktion der Zelle erfolgt der Kurzschlusstest, die defekte Entladung und die Übertragung vom Förderband.
II.Spezifikationen
| Rolle | Breite (mm) | Dicke (μm) | Länge (mm) | Material Außendurchmesser max. (mm) | Material-ID (mm) | |
| Kathode | 1 | 40-70 | 80-180 | 700-1500 | Φ450 | Φ76.2 |
| Anode | 1 | 40-70 | 80-180 | 700-1500 | Φ450 | Φ76.2 |
| Separator | 2 | 40-70 | 12-35 | Φ300 | Φ76.2 | |
| Umreifungsband | 1 | 25-65 | 20-60 | Φ200 | Φ76.2 |
1. Wickelmethode:
A. 3-Positionen-Wicklung mit 3 Wickelnadeln.
B. Nadeldurchmesser Ø 3,5 (oder kundenspezifisch (Ø 3,5 - Ø 8,0))
C. Wickeldurchmesser: Φ 18 - Φ 23 mm (gilt für 18650, 21700 usw.)
D. Anzahl der Laschen: 1-2 für Kathode und Anode oder alle Laschen
E. Länge der freiliegenden Laschen: 8–25 mm
2.Wicklungsgenauigkeit
A. Ausrichtung von Kathode und Anode: ± 0,3 mm
B. Ausrichtung zwischen Elektrode und Separator: ± 0,3 mm
Hinweis: Kathode und Anode werden jeweils 3 mal korrigiert (Abrollkorrektur, Prozesskorrektur und Vorwickelkorrektur)
C. Ausrichtung von zwei Separatorschichten: ± 0,5 mm
3. Wickelkapazität
1. Produktionskapazität
Produktionsgeschwindigkeit: ≥ 20 ppm innerhalb einer 1200 mm langen Anode;(21700 Zellen)
Erntemobilisierungsrate ≥ 95 %
Mobilisierungsrate = {Gesamtproduktion / (Anlaufzeit - notwendige Abzugszeit) × Theoretische Produktionsgeschwindigkeit der Anlage} × 100 %, notwendige Abzugszeit: Ausfallzeit durch nicht anlagenbedingte Gründe, wie Produktionsvorbereitungszeit für Betankung und Bandanbindung.
2. Qualifikationsrate ≥ 98 %
Qualifizierungsrate = Gesamtzahl guter Produkte / (Gesamtproduktion - notwendiger Abzug) × 100 % (außer schlechte Materialien)
Es ist notwendig, die Menge fehlerhafter Produkte abzuziehen, die durch Nicht-Ausrüstungsfaktoren verursacht werden, wie z. B. schlechte Bandverbindung, außerhalb der Toleranz der Folienlänge, fehlerhafte fehlende Laschen usw.
Spannung von Kathode und Anode: 20N einstellbar (einstellbar)
Membranspannung: 10N einstellbar (einstellbar)
III.Equipment-Struktur:
1. Abwickelmechanismus für Elektrode und Separator
A. Das Abwickelgestell hat eine freitragende Konstruktion mit doppelter Stütze.
B. AC-Servomotor wird für Mittenantrieb, aktives Abwickeln und automatischen Abweichungskorrekturmechanismus verwendet.
C. Ziehen Sie die Zuführwelle pneumatisch fest.
2. Passwalze
A. Funktion: Wird als Übergangsmechanismus beim Wickelprozess von Kathode und Anode und Separator verwendet
B. Mechanismuskonfiguration: bestehend aus Aluminiumwalze, Lager, Walzenwelle usw
3. Elektrodenschneidmechanismus
A. Die Elektrode und der Separator sind mit beweglichen Schneidelementen ausgestattet.
B. Der gesamte Schneider nimmt ein unabhängiges Modul an, das für die Demontage, Einstellung und Wartung bequem ist
C. Schneidlebensdauer: ≥ 300000 Mal
D. Der Staubentfernungsmechanismus ist an der Schneidevorrichtung eingestellt
E. Die Mensch-Maschine-Schnittstelle hat das Anzeigefenster der Anzahl der Einstellungen und der tatsächlichen Nutzungszeiten.
4. Separator-Schneidemechanismus
A. Sägeblatt-Kaltschneidseparator
B. Messerlebensdauer: ≥ 300000 mal
5. Wicklungssteuerung
Das Teil nimmt einen 3-Nadel-3-Stationen-Betriebsmodus an, die Nocke zieht die Nadel und die rotierende Nadel wird von einem Wechselstrom-Servomotor angetrieben, die Winkelposition und die lineare Geschwindigkeit können automatisch im geschlossenen Regelkreis gesteuert werden.Der Umkehrmechanismus wird von einem Teiler angetrieben, und die Umkehrung ist stabil.
6. Abweichungskorrektursteuerung
Es besteht aus einer Elektroden- und Separator-Abwicklungsabweichungskorrektur, einer Elektrodenprozessabweichung und einer Vorwicklungsabweichungskorrektur.
Der Abweichungskorrekturmechanismus besteht aus einem Erfassungselement und einem Stellglied.Der photoelektrische Sensor wird verwendet, um die Referenzkante der Elektrode zu erfassen, um zu bestimmen, ob die Elektrode versetzt ist, und die Abweichungskorrekturrolle wird so gesteuert, dass sie hin und her schwingt oder sich bewegt, um die Abweichung zu korrigieren.Der Fehlerkorrekturstatus wird auf der Mensch-Maschine-Schnittstelle angezeigt.
A. Abwickelabweichungskorrektur: Die Abwickelmaterialwelle (Materialspulensynchronisation) und die Abweichungskorrekturschwingstange werden für die synchrone Gesamtabweichungskorrektur verwendet, um sicherzustellen, dass die Position der Abwickelelektrode und des Separators stabil ist und innerhalb des zulässigen Bereichs liegt.
B. Prozessabweichungskorrektur: An der Position vor der Zufuhr schwingt die Abweichungskorrekturrolle hin und her, um die Genauigkeit der Elektrode an der Zufuhrposition weiter sicherzustellen.
C. Korrektur vor dem Wickeln: unter dem Elektrodenschneider, vor dem Wickeln (sehr nahe an der Wickelnadel).Stellen Sie sicher, dass die Ausrichtung der ausgerollten Zelle innerhalb des Bereichs liegt, wenn die Elektrode in die Zelle eintritt
7. Folienverbindungserkennung
Die Kennzeichnung des Folienanschlusses muss mit einem undurchsichtigen Farbetikett (rot wird empfohlen) auf die Elektrode geklebt werden.Sie wird vom Farbcodesensor erkannt und als einzelne Rolle defekter Elektrode ausgeschleust.Die manuelle Etikettierung stimmt mit der maschinellen Etikettierung überein, um die Stabilität der Bandverbindung zu erkennen.
8. Längenmeßradmechanismus
Messeinheit Elektrodenlänge
9. Kurzschlusstest
Das Gerät hat die Funktion des Zellenkurzschlusstests (HI-Pot-Test), und die Kurzschlussdefekte werden separat an die defekte Produktbox abgegeben
10. Kontrollsystem
SPS, Servo und Glasfaser übernehmen den Busmodus mit stabilem Betrieb und bequemem Wechsel.
11. Betriebsschnittstelle
A. Englische Bedienoberfläche
B. Die Geräteparameter werden angepasst, indem die Elemente zur Anpassung der Modellgröße und Effizienz, Spannung, Sensorkorrektur usw. geändert werden. Das Gerät kann 9 Sätze von Modellprozess-Einstellungsparametern speichern
C. Die Gesamtzahl der Produktion, die Zahl der guten Produkte und die Zahl der fehlerhaften Produkte können erfasst werden
12. Schutz vor elektrostatischer Aufladung und Staubentfernung
A. Die Kathode und die Anode haben getrennte Abschnitte.
B. Die Elektrode ist mit einem Staubentfernungsmechanismus ausgestattet, und der Staub auf beiden Seiten der Elektrode wird durch Bürstenreinigung und Unterdruckabsaugung entfernt
C. Der Elektrodenschneideteil ist mit einer Staubsammelvorrichtung versehen
D. Der Separator ist mit einer Vorrichtung zum Entfernen statischer Elektrizität ausgestattet
13. Sicherheitsschutz
A. Hardware und Verkabelung können stärker partitioniert werden, starker und schwacher Strom können getrennt werden, und Kurzschlussüberlastung, Leckage- und Fehlerschutz können mit Schutzfunktionen versehen werden
B. Die Aufwickel- und Schneidpositionen sind mit Sicherheitswarnschildern versehen, und der Trennschneider und der Endgummischneider sind mit Sicherheitswarnschildern versehen
C. Kommunikations- und Betriebsautorität der Ausrüstung
Es gibt kein Passwort für Gerätebetrieb und Prozessparameter, und ein Passwortschutz ist für Motor-, Servo- und Ursprungskonfigurationsparameter vorgesehen
IV.Geräteinstallation und Inbetriebnahme
1. Stromversorgung: einphasig AC220V ± 10% 50Hz
2. Luftzufuhr: 0,5-0,7 MPa (bei einer Luftzufuhr von 0,5 MPa,
der erforderliche Durchfluss beträgt 300 NL / min)
3. Umgebung verwenden (gemäß JISB3502)
A.Arbeitstemperatur: 0-55 ℃
B. Im Trockenraum dürfen keine korrosiven Gase oder brennbaren Umgebungen und keine rauen Staubumgebungen vorhanden sein
4. Abmessung: 2850 x 2050 x 1800 mm (kundenspezifisch)
5. Farbe: Silber (besonders angefertigt)
6. Gewicht: Ungefähr 3000 kg (≤ 750 kg / m2).
7. Leistung: 12KW
8.Noise: ≤ 75db (ohne Staubsauger)
Ansprechpartner: Ekain Zhang
Telefon: +8618669965529
Faxen: 86-0539-8067529